时间:2016-07-05 点击: 次 来源:SMT設備與工藝技術論壇 作者:SMT行业头条网 - 小 + 大
波峰焊技术不是一项新工艺,自1980年以来,在有限规模的生产中,已经使用此技术进行通孔元件的应用 由于使用选择焊进行焊接时,每一个焊点的焊接参数都可以“度身定制”,我们不必再“将就”。工程师有足够的工艺调整空间把每个焊点的焊接参数(助焊剂的喷涂量、焊接时间、焊接波峰高度等)调至最佳,缺陷率由此降低,我们甚至有可能做到通孔元器件的零缺陷焊接。
傳統DIP波峰焊
高大上選擇性波峰焊
选择性波峰焊只是针对所需要焊接的点进行助焊剂的选择性喷涂,线路板的清洁度因此大大提高,同时离子污染量大大降低。助焊剂中的NA+离子和CL-离子如果残留在线路板上,时间一长会与空气中的水分子结合形成盐从而腐蚀线路板和焊点,最终造成焊点开路。因此,传统的生产方式往往需要对焊接完的线路板进行清洗,而选择焊则从根本上解决了这一问题。
選擇性波峰焊品牌 : 选择性波峰焊焊接方式 1、拖焊 電子製造業內人士指出,工厂内自动化变成一个趋势,减少人工被普遍认同,能帮住客户实现机器代理人工的设备普遍受欢迎。
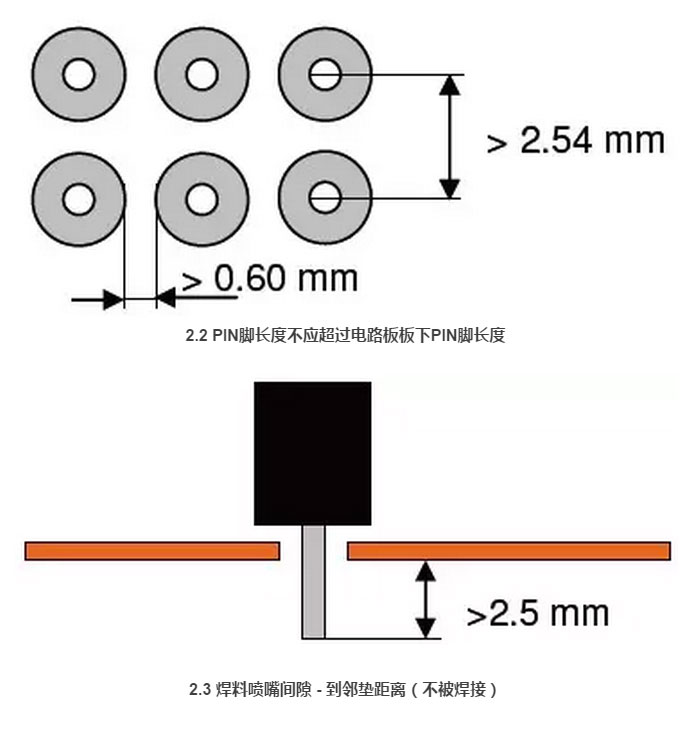
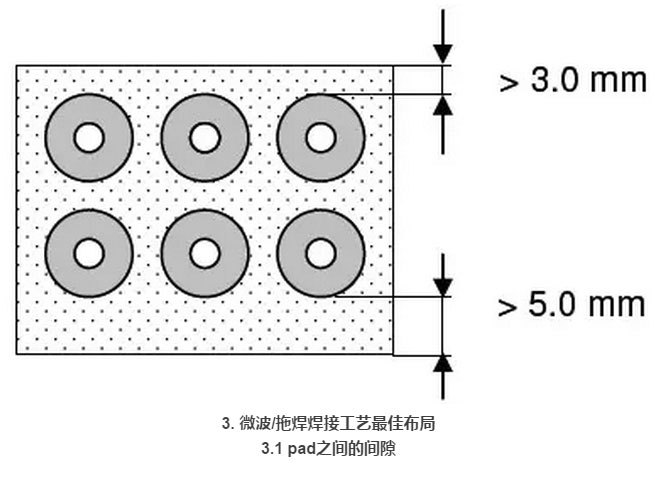
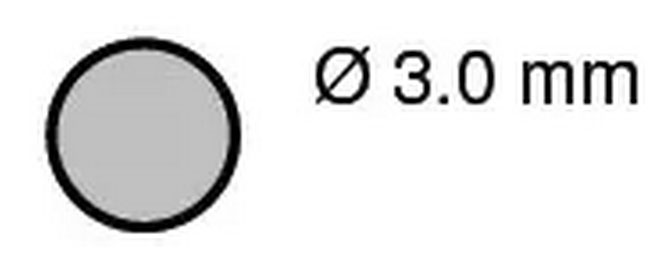
THT选择性波峰焊PCB電路板佈線设计指南 这些影响系数直接影响流动焊料的剥离。为了避免产生锡桥,需要重复剥离。锡桥是导致焊接失败的主要原因(占80%以上)。通常来说,小型拖焊工艺和浸焊工艺存在明显区别。每道工艺都需特殊的印刷电路板设计。如下设计指南可确保最佳工艺条件。如果您不采纳如下建议,工艺窗口将会受到局限,而且需额外步骤稳定此工艺。这些额外步骤所需维护要求更高,并会增加模具零件的磨损。 2. 浸焊工艺最佳布局 ● 优先使用圆垫
● 优先使用圆垫
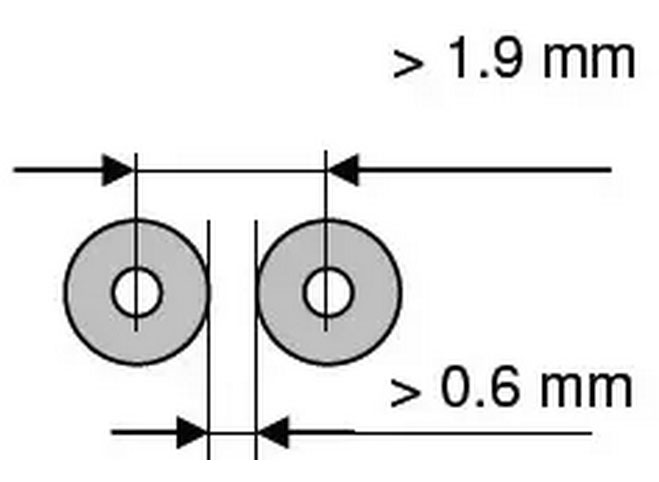
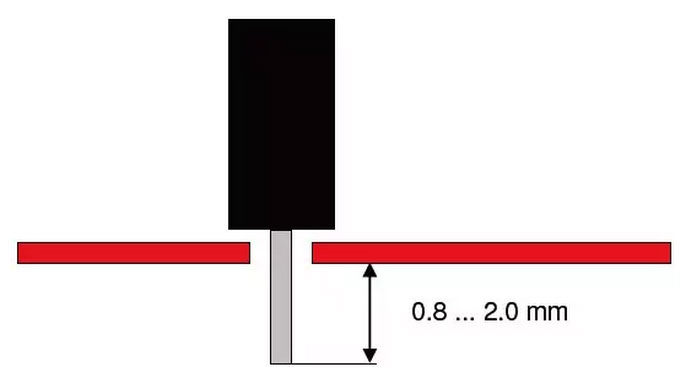
3.2 PIN脚长度不应超过电路板
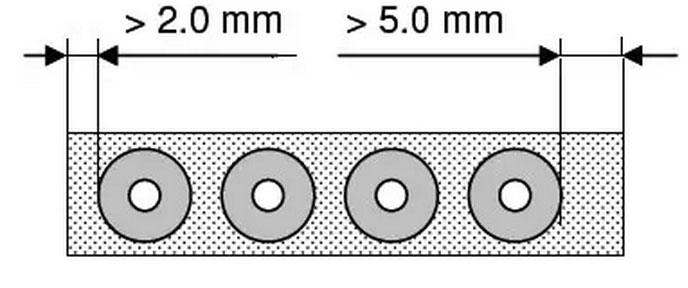
3.3 微波间隙 - 到邻垫距离(不被焊接) ● 在3面上: > 2.0mm
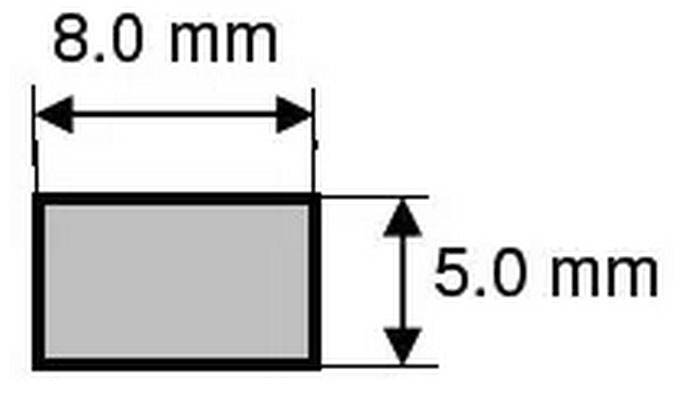
● 焊接面积 <40mm2
● 焊接区<7mm2
此外,需要注意每一元件和焊点间的距离,以防在拖焊焊接工艺中,元件接触到氮气罩。例如,元件高度超过10mm,此工艺就会出现焊角。经验法则:出现焊角,元件超过10mm。元件高度(mm)≤到焊点的距离(mm)
SMT設備與工藝技術論壇:提供一個純SMT制造技術難題解决的专业交流平台,我们非常欢迎广大的群友们加入,一起分享SMT技术、观点碰撞交流学习、分享互助、共创辉煌! 如果贵司有高层专访、新品推介、新闻通稿、行业交流、SMT行业商机及SMT企业需求对接等方面有需求,请联系: SMT行业头条网《电子智造技术之家》 E-mail : 2819280798@qq.com ☞戳号码 找小编客服洽谈合作:Chinasmt668 中国最具人气的SMT行业微信公众号 GDdz_0755SmT |
上一篇:没有了




Copyright © 2008-2017 SMT行业头条 版权所有 如果贵司有高层专访、新品推介、新闻通稿、行业交流、SMT行业商机及SMT企业需求对接等方面有需求请联系: SMT行业头条网《电子智造技术之家》E-mail : 2819280798@qq.com 找小编客服洽谈合作,微信号:Chinasmt668 |
 |