ʱ�䣺2018-05-22 ����� �� ��Դ��SMT�O���c��ˇ���gՓ�� ���ߣ�SMT��ҵͷ���� - С + ��
���黷��:
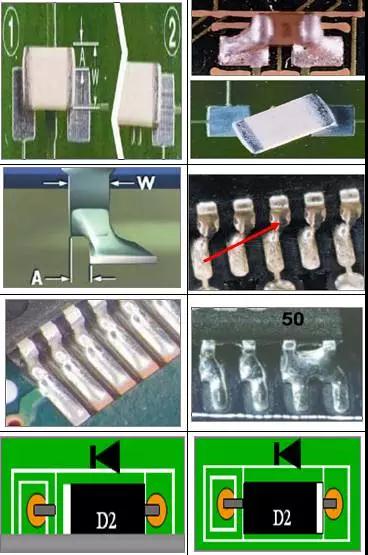
SMT��ۼ���� 1,���飺������Υ����С������϶��������δ�̶���������IJ����ڻ��ڱ���Ϳ���¡��������ֱ����0.13mm�����գ���֮�����ա� 2,�ٺ�����Ԫ���ɺ�����PAD����ص����֣�J������ɼ���������)��Ԫ��ĩ����PAD����ص����ֲ��㣨���գ� 3,����������ȣ�W���Ը߶ȣ�H���ı�������������һ�����գ�����ȣ�W���Ը߶ȣ�H���ı�����������һ������ͼ������Ԫ���ɺ�����PAD����δ��ȫ��ʪ����Ԫ������1206�ࡣ������) 4,��������ƬʽԪ��ĩ������������������) 5,��ƽ��L�κ���������ƫ�ƣ���������ƫ�ƣ�A�����������ſ��ȣ�W����50%��0.5mm��0.02Ӣ�磩������)��������ƫ�ƣ�A���������ſ��ȣ�W����50%��0.5mm��0.02Ӣ�磩������) 6,Բ�����ñ�ɺ��˲���ƫ�ƣ������ƫ�ƣ�A����Ԫ��ֱ�����ȣ�W����PAD���ȣ�P����25%������)�����ƫ�ƣ�A������Ԫ��ֱ�����ȣ�W����PAD���ȣ�P����25%������) 7,ƬʽԪ��-���λ� ���οɺ���Ԫ������ƫ��:�����ƫ�ƣ�A����Ԫ���ɺ��˿��ȣ�W����50%��PAD���ȣ�P����50%��������) �����ƫ�ƣ�A������Ԫ���ɺ��˿��ȣ�W����50%��PAD���ȣ�P����50%������) 8,J�����Ų���ƫ��:�����ƫ�ƣ�A��С�ڻ�������ſ��ȣ�W����50%��������) �����ƫ�ƣ�A���������ſ��ȣ�W����50%������) ��������Ԫ��������PAD�������룬��ƫ�ƶ�·����������) �������Ӳ�Ӧ�����ӵĵ��ߡ�������)���������ڵIJ�ͬ����Ԫ�����γ��Žӣ�����)
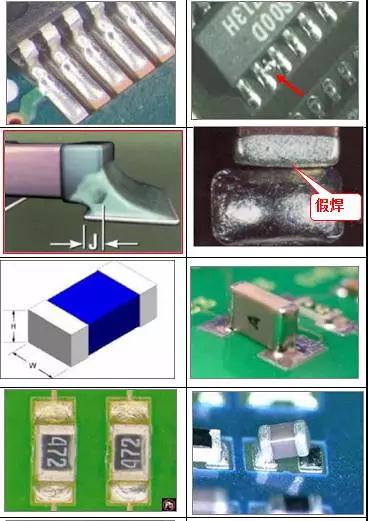
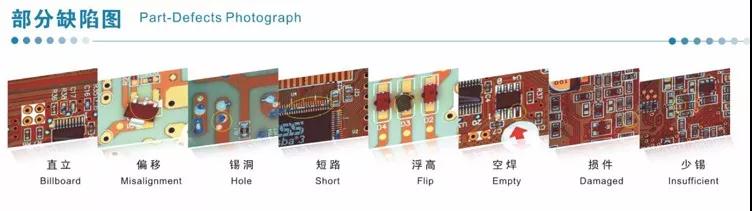
PCBA��ۼ���� 9,���� ��Ԫ���ϵļ��Ե㣨��ɫ˿ӡ����PCB������˿ӡ����һ�� ������) ��Ԫ���ϼ��Ե㣨��ɫ˿ӡ����PCB�϶����ܵ�˿ӡ��һ�� ��������) 10,�������ࣺ�����߶Ⱥ��㣨E�����Գ���PAD���������ɺ��˵Ķ�ñ�����Ʋ㶥����������������Ԫ���壨����) ������������Ԫ���嶥����������) 11,���ף����б�¶����������ʵ�ƬʽԪ���������泯��ӡ������װ��Chip���ÿPcs��ֻ����һ����0402��Ԫ�����ס�������) ���б�¶����������ʵ�,ƬʽԪ���������泯��ӡ������װ������)��Chip���ÿPcs�岻�����������������ϡ�0402��Ԫ�����ס� 12,�պ�����Ԫ��������PAD֮�亸�ӵ���ʪ������Ԫ������������ ������) ��Ԫ���������в����루���棩�������ɽ��ܺ��ӵ��γɡ�������) 13,�亸�����������������ȫ���죬���ӵ��ϵ�����ȫʪ���ұ����������)�������ϵĺ������������ȫ����������۳��ְ�ɫ��������������δ��ȫ�۽�����ۡ�������) 14,�ټ�����BOM�嵥Ҫ��ij����Ƭλ����Ҫ��װԪ��ȴδ��װԪ�� ������) �������BOM�嵥Ҫ��ij����Ƭλ�Ų���Ҫ��װԪ��ȴ����װԪ�������ڲ����еĵط������ֶ���������������) 15,��������κα�Ե����С��Ԫ�����ȣ�W����Ԫ����ȣ�T����25%��ĩ�˶��������Ʋ�ȱʧ���Ϊ50%����ĩ�ˣ� ������) ���κα�¶������ѷ��ȱ�ڣ�����Ԫ�����ϵ��ѷ졢�̺ۻ��κ����ˡ����κε�����ʵ�ȱ�ڡ����κ��ѷ��ѹ�ۡ�������) 16,���ݡ��ֲ㣺�����ݺͷֲ����������ͨ����ڲ�������25%�������գ� �����ݺͷֲ��������ͨ����ڲ�������25%�� �����ݺͷֲ��������ٵ���ͼ�μ����Υ����С������϶�������գ� ���������ȱ��ԭ����������ƴ�ʩ �������Ҫ�� 1���ɿ��ĵ������� 2���㹻�Ļ�еǿ�� 3������������� ����Ԫ�����㲻������
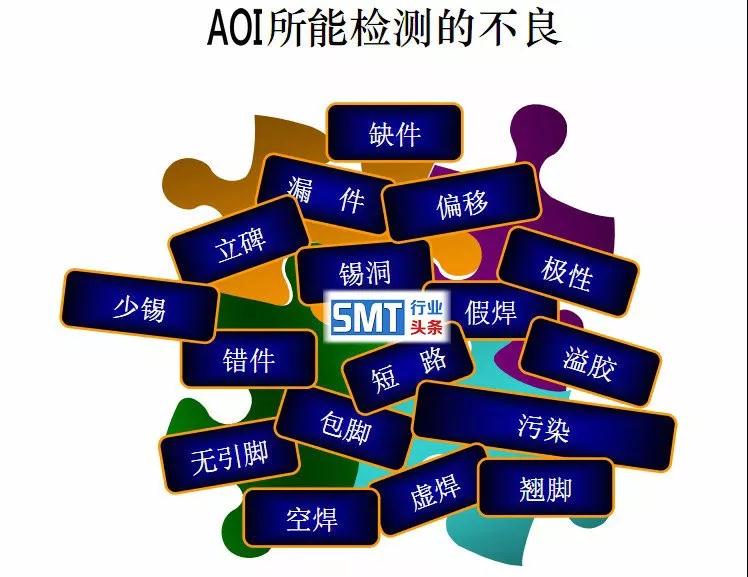
��1���������� �� ·�� ����ͬһ����·�����������ϵĵ����������ڵ�ͨ״̬�� ��Ƥ ����·ͭ����������Ȼ��������ö�������·�װ塣 ���������̲���ȫ���㲻�ʲ���״������ �ٺ����������濴�Dz���״�������Թ���ʵ���ϲ�δ����·ͭ�����ۻ���δ��ȫ�ۻ�����·ͭ���ϡ� �Ѻ���Ԫ�������뺸�㡣 �麸�����������߲���Ԫ�����롣 �Ǻ�������ּ���ʹ��������ʧ���������������� ���⣺����������ʧ��ʹ���㲻Բ�����Ե����� Ԫ���ų���Ԫ����¶����ij��ȳ���1.5-2.0mm�� ä�㣺Ԫ����δ������档 ��2�����������γ�ԭ�����ֺ��ƴ�ʩ 1������ʱ������ ��1������ʱ�䲻�㣺��ʹ���ϲ��ܳ�ֽ������γ�����������麸�� ��2������ʱ��������������ȣ������п������Ԫ���������⣬��������Σ�����ⲿ������ A��������۱���������Ѿ������Ժ������й����ļ��ȣ���ʹ������ȫ���ӷ��꣬�����̬�������ȡ��������뿪ʱ�����������⣬ͬʱ������淢�ף����ֲִڿ�����ʧȥ���� B������������������������ķֽ�̼��������һ����210�ȿ�ʼ�ֽ⣬����ʧȥ�����������ã�������ɺ���������γ�ȱ�ݡ�����ں����з������㷢�ڣ��϶��Ǽ���ʱ��������¡� C�����������Ȼ��ƻ�ӡ�ư���ͭ����ճ�ϲ㣬����ͭ�����̵İ��䡣��ˣ����ʵ��ļ���ʱ���ȷ���ռ��Ȼ�������ʺ��ӵĹؼ��� ��3����������������� 1������������γ��������ı�Ĥ�� ��������ɵ����ϵĽӴ������� ԭ��������������ʲ��㺸��ʱ���������Ӳ��ɾ��� 2���麸������ֲڣ�û�й��� �����������˺���Ļ�еǿ�ȣ����Ͳ�Ʒ������ ԭ������������̻�ǰ,�����������Ӵ���������ȹ����ظ����Ӵ������� 3���Ѻ��������ɶ��������з�϶,ǣ����ʱ������֮��� ��������ɵ����ϵĽӴ������� ԭ������������̻�ǰ�������������Ӵ���������ȹ�������������Ӳ��ɾ��� 4��������������̫�࣬��������֮�⣬��������״����ʪ�Ǵ���90�����ϡ� ������Ӱ�캸����ۣ����ܴ��������������纸���ڲ������пն��� ԭ���������������������ȵ�ʱ������� 5�����⣺����������ţ��һ����ͻ���� ���������������·��·���� ԭ������������ij��뷽����������ʱ������� 6�������������������٣���ʪ��С��15�����¡� �����������˺���Ļ�еǿ�ȡ� ԭ�������������Ӳ��ɾ���Ԥ�ҵĺ������㣬����ʱ����̡� 7�����ߴ�������������ֲ�,�ս�,��������,о��¶�����ࡣ �����������ϽӴ�������������ɶ�·�� ԭ��������ҳ�����м������ɾ�Ե�����ô�������ʱ��������������������� 8�����߶��Ӿ�Ե�����ս������ӽ������ȣ������Ե�����ս��� ������������ɶ�·�������� ԭ�����������ʱ������������������ķ�ɢ�� ��4����������ĶԲ� 1������ ������ʱ�������������ʹ�������٣������ǶȲ���ȷ�� �Բߣ�����ʱ�������3�����ң������������ʹ�����������Ƕ�Ϊ45�ȡ� 2���ն������ ����Ԫ������ûԤ����,ʹ������Χ�γɿն���PCB���ܳ� �Բߣ��ʵ��ӳ����ӵ�ʱ�䣬�����������Ľ��м���ԤͿ���������ܳ�PCB���к�塣 3������ ���� ���¶ȹ��ߣ�����ʹ�����࣬�����Ƕ�δ���պá� �Բߣ�ʹ�ú��ʵ����������������¶Ƚ��й������ʵ����ٺ�����ʹ�������Ƕ�Ϊ45�ȡ� 4���亸 �����Ӻ�,����δ��ȴ�̻�ǰ���ζ�����ʹ�����´������Ӧ���� �Բߣ���������ȫ��ȴ���ٽ�PCB��������һ��λ�� 5����ʪ���� �����̻���������������ʱ����̣������ٶȹ��졣 �Բߣ��������ĺ��̻����Ž��м���ԤͿ�������ʵ��������ӵ��ٶȣ�����ʱ�������3�롣 6������ �������������Բ�,ʹ������·��·�� �Բߣ�����ʱʹ���ʵ���������������ʱ�������3�����ң��ʵ���ߺ����¶ȡ�  ��������AOI�Զ���ѧ������ѳ�Ϊ�˱�����װ�豸�����������豸��AOI ����豸���ʺ��ڲ������ṹ�����ظ��Եij������豸�ĸ�Ӧ�����ó������¸���������ͬ���ظ��ԺͶ���⡢�Լ���������ݷ����ͳ����Ӿ������������ҹ��˹��ɱ�����������һ��SMT �������䱸3-10 ���˲���Ŀ�Ӽ���Ʒ���˺�ս���Ʊػ����������ߵ���Ӫ�ɱ���δ������������ҵ���ڶԲ�ƷƷ�ʺͳɱ����Ƶ���������AOI ����豸����˹��Ľ��̡�  ������֪�����ŵ�����Ϣ��ҵ���Ϸ�չ��PCB��ƷҲ���ԡ�СԪ�������ܶȡ�ϸ������ٷ�չ����λPCB��Ԫ������װ�ܶ�Խ��Խ�ߣ��߿�����ࡢ����Խ��ԽϸС���ѵ��������ϲ���Խ��Խ�࣬�ͻ��˵�Ʒ��Ҫ��Ҳ�ڲ��ϵ���ߣ�chip��Ԫ���Ѿ��ﵽ03015�Ĵ�С���Լ��ľ���Ҫ��Խ��Խ�ߡ���ͳ���˹�Ŀ�⣨MVI������Ʒ���ٶȺ������Ѿ����㲻�˹�ҵ����Ҫ����������һ�������£�����̳����˸�ʽ�����Ļ�������豸����ICT(In Circuit Test), FT(Function Test), AOI(Auto Optical Inspection), AXI(Auto X-ray Inspection)�ȵȣ���Щ�豸�������Ų�ͬ���ص㣬ICT�����Խ��Խ�ܣ�ICTҲԽ��Խ�������룬��ICT����սҲԽ��Խ��FT�ǻ��ڵ��źŵģ�AOI��AXI���ǹ�ѧ�ļ���豸����ͬ����AXI������X-ray���м��ģ� ��AOI�����ÿɼ���(��LED��)���м�⡣
����������������ת�ص����¡�ͼƬ����Ƶ��Ƶ�ļ������ϵİ�Ȩ���Ȩ���������У�ת��Ŀ�����ڴ��ݸ�����Ϣ���������������ں���ͬ��۵�Ͷ�����ʵ�Ը���ԭ������Ϊ����Ʒ���˹�����������Ӧ��ʹ�ã��뼰ʱ��������ϵ����Ѹ�ٲ�ȡ��ʩ�������˫����ɲ���Ҫ����ʧ��ԭ����������Ѷ���ݷ�ԭ����ԭ��������ʽ��Ϲ��ˣ�
�ؼ��ʣ�SMT��Ƭ,SMT��Ƭ����,PCBA��ۼ����,SMT��ƬPCBA���,SMT��Ƭ���Ӽ���� |




Copyright © 2008-2017 SMT��ҵͷ�� ��Ȩ���� �����˾�и߲�ר�á���Ʒ�ƽ顢����ͨ�塢��ҵ������SMT��ҵ�̻���SMT��ҵ����Խӵȷ�������������ϵ�� SMT��ҵͷ�������������켼��֮�ҡ�E-mail : 2819280798@qq.com ��С��ͷ�Ǣ̸�������źţ�Chinasmt668 |
 |