ʱ�䣺2017-09-15 ����� �� ��Դ��SMT��ҵͷ���� ���ߣ�SMT��ҵͷ���� - С + ��
������װ������Ԫ�������� ������װ�������� 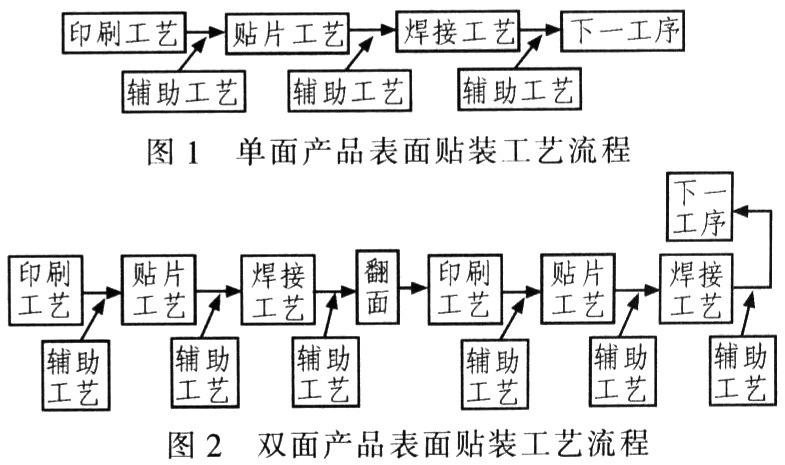 ��Ƭ���յ�Ŀ����ȷ���������ȷ�����ٵر���Ƭ��ӡ����·�塣��Ƭ������Ҫ�漰��Ƭ��������Ƭ��������Ƭ������Ƭ������ȷ��Ƭ����Ҫ��֤����Ƭ���Ĺؼ������������˶���ִ�м����ϻ������١��ͻ����������ٻ����Ӿ�ʶ���������������٣��߾������ܿ��Ƽ��������д���ʵʱ�����������豸����ʽ����ģ�黯������ϵͳ���ɼ����� ������������ͨ���ۻ�Ԥ�ȷ��䵽ӡ����·�庸���ϵĺ��࣬ʵ�ֱ�����װԪ�����ĺ������������ӡ����·�庸��֮���е�͵������ӵĺ��ӡ��������ɱ�֤����ĺ���Ч�������������յ���Ҫ����Ԫ���ǻ�����¯���亸���������亸��������Ҫ�����ڻ�����¯�ļ���ϵͳ����ȴϵͳ������������ϵͳ���������屣��ϵͳ�����У�����ϵͳ�����Ч�ʡ��¿ؾ��ȡ��¶Ⱦ������Լ��ȶ����йأ���ȴϵͳ�������У�����������ֵ�¶Ƚϸ�ʱ��������ܿ�����ȴ�������������¯�ڵ��¶ȹ��ߣ�������ɻ�����䣻������ȴ��ϸ����֯����ֹ�����仯����������߿ɿ��ԡ��������ڻ������Ĺ����л�ӷ������û��һ�����������������ϵͳ��ʱ���ӷ������������߲�����ѭ�����������ͻ����������������ȴ����������ɢ��Ƭ��¯�ڣ�������ȴЧ������Ⱦ�豸�ͻ��塣������ƥ��ʹ�õĺ�����Բ����û���·�����г�ϸ���Ԫ������ԪƬ���ټ��ϻ�����Ҫ��ι�������¯�������ڻ�����¯�ڳ��˶������壬�����������ᣬ��ߺ��ӻ��ԡ�һ��ʹ�õĶ��������ǵ�����������¯�ĺ�����������ͨ���༭������¯�Ŀ��Ƴ��ӡ������Ƭ����·����ͨ��������¯ʱ��һ�㾭����Ԥ�ȽΣ����½Σ��������Լ���ȴ�Ρ�ͨ��������¯�Ŀ��Ƴ���ܿأ�ȷ������������ ������������Э����װ˳�����в�����Ԥ�������º��⡣����������Ҫ�ɡ����������պ�ѧ�����Զ�������ɡ����㽺��������ͨ����ר�ý�ˮ�������� ������Ԫ�����·����ܱߣ���Ԫ�������ʵ���������ȷ��Ԫ�����ھ��ܶ�λ������Ӳ����䣻����Ԫ������װ�������ܵ���Ӧ�����������Ԫ���ڸ��ӵ�ʹ�û����в����𡣡��㽺�����յĹ���Ԫ����Ҫ�������㽺���豸��ר�ý�ˮ�͡��㽺�����������á���Ҫ����ѡ���豸����ˮ����ƺò������ò���ȷ������Ч������ѧ�����Զ�������Ҫ�ǣ�һ��ʹ��ר�Ź�ѧ�豸����ӡˢ��ĺ����Ⱦ����Ժ�ӡˢȷ�ȣ�����Ƭ������Ƭȷ�ȣ��ڻ�����ǰ����ȱ�ݵ���·�����������ʱ�����������ڻ�������ʹ��ר�ŵĹ�ѧ�豸��⺸�㣬���к���ȱ�ݵ���·���������������ר�ŵĹ�ѧ�����豸��Ҫ�пɼ������豸��X�����豸��ǰ����Ҫ���Զ���ѧ����豸AOI(Automatic Optional Inspection)��������Ҫ����ά����ά��X-ray�豸��ǰ����Ҫ���ڼ����Ӻ��㣬�����߳��˼����Ӻ����⣬���ɼ�ⲻ��Ŀ�ӵ�BGA������ĺ��㡣�Ƿ���ø����������Ǹ���������װ��Ʒ�������������ġ� ��������ԭ�����¶����� �ӻ������¶�����(ͼ3)����������ԭ������PCB����Ԥ����ʱ����������ܼ������屻������ͬʱ���������������ʪ���̡�Ԫ������ͷ�����ţ����������������䡢�����˺��̣������̡�Ԫ�����������������룻PCB���뱣����ʱ��PCB��Ԫ�����õ����Ԥ�ȡ��Է�PCBͻȻ���������������¹������PCB��Ԫ��������PCB������������ʱ���¶�Ѹ������ʹ������ﵽ�ۻ�״̬��Һ̬������ PCB�ĺ��̡�Ԫ������ͷ��������ʪ����ɢ���������������γɺ����ӵ㣻PCB������ȴ�����������̣���������������� 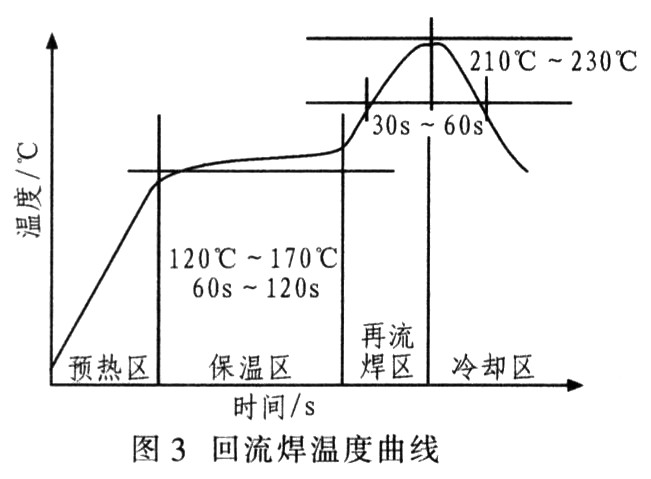 �¶������DZ�֤���������Ĺؼ���ʵ���¶����ߺͺ������¶����ߵ�����б�ʺͷ�ֵ�¶�Ӧ����һ�¡�160��ǰ�������ٶȿ�����1�棯s��2�棯s����������ٶ�̫�죬һ����ʹԪ������PCB����̫�죬����Ԫ�������PCB���Σ���һ���棬�������е��ܼ��ӷ��ٶ�̫�졣�����������ɷ֣�����������ֵ�¶�һ���趨�Ⱥ������ۻ��¶ȸ�20�桫40��(����Sn63��Pb37��������۵�Ϊ183�棬��ֵ�¶�Ӧ������205�桫230��)����(��)��ʱ�� 10��60 s����ֵ�¶ȵͻ��(��)��ʱ��̣���ʹ���Ӳ���֣�����ʱ����ɺ�����ۣ���ֵ�¶ȹ����(��)��ʱ�䳤����ɽ�����ĩ������Ӱ�캸��������������Ԫ������PCB�� ���û�(��)�����¶����ߵ����ݣ���ʹ�ú�������¶����ߣ�����PCB�IJ��ϡ���ȡ��Ƿ���塢�ߴ磻������װ�����Ԫ�������ܶȡ�Ԫ������С�Լ����� BGA��CSP������Ԫ�������豸�ľ������������������ij��ȡ�����Դ�IJ��ϡ�������¯�Ĺ�����ȴ�����ʽ�����ء� ij��ӡ�ư��ʵ�����������豸Ե���趨�¶�����Ϊ������������������������������������������ΪSn63Pb37�ͺ��࣬���۵�Ϊ183�棬���Ӳ���ij�ͻ�������¯��ÿ��ӡ�ư����������ƺ��ʵĺ��Ӳ���������һ��ӡ�ư�һ���¶����ߡ�ͼ4Ϊ�����������¶����ߣ�ͼ5Ϊijӡ�ư�ʵ�ʻ��������¶����ߡ� 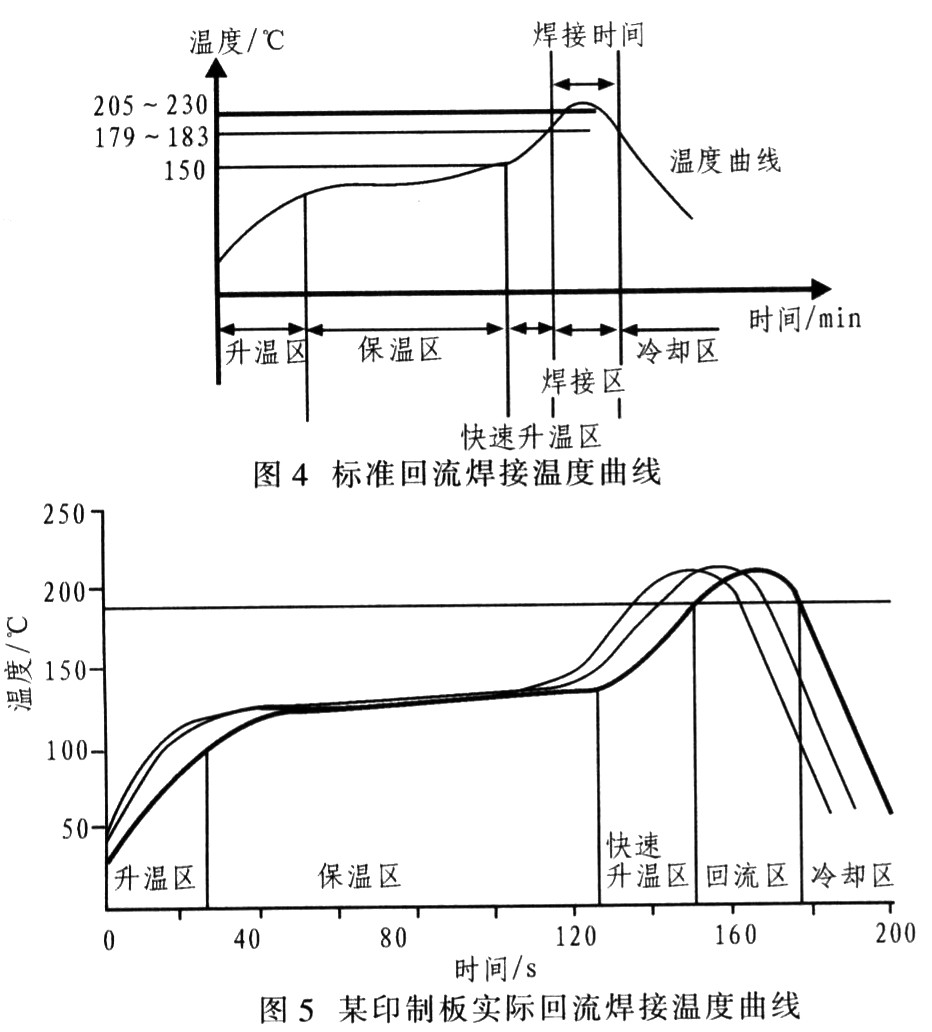 5 ������ ������װ�������ڸ�������ֱ��Ӱ�쵽���Ӳ�Ʒ�ĺ���ˮƽ���Լ����Ӳ�Ʒ������������������������װ�����������̣��������ӹ����еĻ�������ԭ�����¶����ߡ��Ա�ʵ�����������е�ijӡ�ư�ı����������¶�������ʵ�ʻ��������¶����ߣ�ֻҪ����ʵ�ʻ������¶������ڱ��¶ȷ�Χ�ڣ��Ϳ���������װԪ����������ָ�ꡣ
SMT�O���c��ˇ���gՓ�����ṩһ����SMT���켼�g�y�}�����רҵ����ƽ̨�����Ƿdz���ӭ����Ⱥ���Ǽ��룬һ�����SMT�������۵���ײ����ѧϰ�����������������Իͣ� �����˾�и߲�ר�á���Ʒ�ƽ顢����ͨ�塢��ҵ������SMT��ҵ�̻���SMT��ҵ����Խӵȷ�������������ϵ�� SMT��ҵͷ������SMT�O���c��ˇ���gՓ���� E-mail : 2819280798@qq.com ☞������ ��С��ͷ�Ǣ̸������Chinasmt668
����������������ת�ص����¡�ͼƬ����Ƶ��Ƶ�ļ������ϵİ�Ȩ���Ȩ���������У�ת��Ŀ�����ڴ��ݸ�����Ϣ���������������ں���ͬ��۵�Ͷ�����ʵ�Ը���ԭ������Ϊ����Ʒ���˹�����������Ӧ��ʹ�ã��뼰ʱ��������ϵ����Ѹ�ٲ�ȡ��ʩ�������˫����ɲ���Ҫ����ʧ��ԭ����������Ѷ���ݷ�ԭ����ԭ��������ʽ��Ϲ��ˣ�
�ؼ��ʣ�������װ����ppt,smt������װ����,������װ������Ƶ,������װ����,smt������װ����,ʲô�DZ�����װ���� |




Copyright © 2008-2017 SMT��ҵͷ�� ��Ȩ���� �����˾�и߲�ר�á���Ʒ�ƽ顢����ͨ�塢��ҵ������SMT��ҵ�̻���SMT��ҵ����Խӵȷ�������������ϵ�� SMT��ҵͷ�������������켼��֮�ҡ�E-mail : 2819280798@qq.com ��С��ͷ�Ǣ̸�������źţ�Chinasmt668 |
 |